Phương pháp lắp đặt và tháo dỡ ổ lăn thông thường
Vòng bi lănỔ bi là các bộ phận cốt lõi của thiết bị cơ khí, và chất lượng lắp đặt và tháo dỡ của chúng ảnh hưởng trực tiếp đến độ chính xác vận hành, độ ổn định và tuổi thọ của thiết bị. Phương pháp xử lý đúng cách có thể ngăn ngừa các vấn đề như biến dạng ổ bi và hư hỏng rãnh lăn, từ đó giảm nguy cơ hỏng hóc thiết bị. Bài viết này sẽ giới thiệu chi tiết về các phương pháp lắp đặt và tháo dỡ các loại ổ bi thường dùng.ổ bi lăncùng với các hướng dẫn vận hành cụ thể.
1. Phương pháp lắp đặt và vận hành ổ bi lăn
Cần thực hiện ba bước chuẩn bị trước khi cài đặt: Đầu tiên, hãy xác minh rằng...ổ trụcThứ nhất, kiểm tra xem mô hình có đáp ứng các thông số kỹ thuật thiết kế hay không bằng cách kiểm tra các khuyết tật bề mặt như rỉ sét hoặc trầy xước, và xoay vòng trong hoặc vòng ngoài để xác nhận hoạt động trơn tru mà không bị kẹt. Thứ hai, làm sạch trục, lỗ vỏ ổ trục và các dụng cụ lắp đặt để loại bỏ dầu, mạt kim loại và các chất bẩn khác. Thứ ba, chuẩn bị các dụng cụ bao gồm búa, thanh đồng, ống lót, thiết bị gia nhiệt (ví dụ: lò nung dầu) và thước đo micromet theo kích thước ổ trục và yêu cầu lắp đặt.
1. Phương pháp lắp đặt nguội: thích hợp cho các vòng bi nhỏ có đường kính trong ≤50mm
Phương pháp này không cần gia nhiệt và chỉ cần dùng lực trực tiếp bằng dụng cụ. Quy trình: 1. Cố định ổ bi nhẹ nhàng vào trục, đảm bảo mặt cuối của nó thẳng hàng với vai trục. 2. Lắp một ống lót có đường kính trong lớn hơn một chút so với trục và đường kính ngoài nhỏ hơn một chút so với vòng ngoài của ổ bi, tránh tác động trực tiếp lên vòng ngoài. 3. Dùng búa gõ đều vào mặt cuối của ống lót trong khi theo dõi vị trí của ổ bi cho đến khi nó thẳng hàng hoàn toàn với vai trục. 4. Xoay ổ bi bằng tay sau khi lắp đặt để xác nhận hoạt động trơn tru không bị cản trở.

Hình 1: Sơ đồ lắp ráp dụng cụ lắp đặt nguội và lắp đặt ổ bi.
2. Phương pháp lắp đặt nóng: thích hợp cho các vòng bi cỡ trung bình và lớn có đường kính trong >50mm
Sử dụng nguyên lý giãn nở và co ngót nhiệt để mở rộng đường kính lỗ vòng trong của...ổ trụcNhờ đó giảm thiểu lực cản khi lắp đặt. Quy trình: Nhúng ổ bi vào dầu biến áp sạch hoặc dầu gia nhiệt chuyên dụng cho ổ bi, đảm bảo ngâm hoàn toàn với khoảng cách tối thiểu 50mm so với đáy thùng chứa để tránh tiếp xúc nhiệt không đều. Duy trì nhiệt độ ở 80-100°C (tối đa 120°C), theo dõi nhiệt độ trực tiếp bằng nhiệt kế. Thời gian gia nhiệt 20-40 phút đảm bảo phân bố nhiệt độ đồng đều trên cả vòng trong và vòng ngoài. Sau khi lấy ra, lau sạch ngay lập tức các chất bẩn trên bề mặt bằng vải cotton sạch. Căn chỉnh ổ bi với cổ trục và lắp nhanh chóng, sử dụng thanh đồng để gõ vào mặt cuối của vòng trong để định vị cho đến khi đạt được tiếp xúc vai phù hợp. Ổ bi sẽ tự co lại khi nguội để tạo thành một lớp bịt kín chắc chắn với cổ trục. Sau khi nguội, kiểm tra lại độ linh hoạt khi quay.
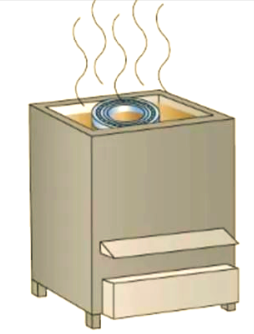
Hình 2: Sơ đồ nguyên lý hoạt động của thiết bị gia nhiệt bằng bể dầu.
3. Lắp đặt vỏ ổ trục: dành cho trường hợp lắp ráp vòng ngoài và vỏ ổ trục.
Đối với kiểu lắp ghép chặt giữa vòng ngoài của ổ bi và vỏ, hãy bôi trơn vòng ngoài và lắp đặt bằng cách gõ đều vào mặt cuối bằng một ống lót. Đối với kiểu lắp ghép lỏng, chỉ cần lắp ổ bi vào lỗ khoan của vỏ, đảm bảo vòng ngoài thẳng hàng với bậc định vị. Sau khi lắp đặt, đo độ lệch tâm hướng tâm và độ dịch chuyển hướng trục bằng thước đo micromet, với sai số đáp ứng yêu cầu độ chính xác của thiết bị.

Hình 3: Sơ đồ lắp đặt vỏ ổ trục và kiểm tra chính xác
2. Phương pháp tháo lắp và vận hànhVòng bi lăn
Trước khi tháo rời, hãy làm sạch ổ bi và khu vực xung quanh, đồng thời ghi nhớ vị trí và hướng lắp đặt của ổ bi để tránh sai sót trong quá trình lắp ráp lại. Chọn dụng cụ tháo rời phù hợp dựa trên phương pháp lắp đặt ổ bi, chẳng hạn như kìm kéo, dụng cụ tháo lắp, thiết bị gia nhiệt hoặc hệ thống thủy lực.
1. Phương pháp tháo rời Rama: phương pháp tháo rời được sử dụng phổ biến nhất, phù hợp với các ổ trục có đầu trục lộ ra ngoài.
Chọn dụng cụ tháo vòng bi có thông số kỹ thuật phù hợp để đảm bảo các càng của nó kẹp chặt vòng trong của vòng bi, ngăn ngừa biến dạng do tiếp xúc với vòng ngoài. Căn chỉnh đầu cần vít với tâm trục, sau đó xoay cần vít từ từ để phân bổ lực đều lên các càng giúp tháo vòng bi dễ dàng. Đối với vòng bi bị kẹt, hãy bôi một lượng nhỏ chất bôi trơn vào vòng trong hoặc sử dụng máy sấy nhiệt để làm nóng nhanh (nhiệt độ ≤100°C). Hiệu ứng giãn nở và co lại do nhiệt này sẽ làm giảm độ kẹt trước khi tháo rời.

Hình 4: Sơ đồ quá trình tháo rời ổ bi.
2. Phương pháp gõ và tháo rời: thích hợp cho ổ bi nhỏ và có khe hở.
Dùng thanh đồng hoặc vật liệu mềm để ấn vào mặt cuối của vòng trong ổ bi và gõ đều xung quanh chu vi của nó. Áp dụng lực vừa phải để tránh làm hỏng trục hoặc ổ bi. Nếu ổ bi nằm ở đầu trục, hãy cố định trục và gõ trực tiếp vào đầu trục bằng búa, sử dụng lực phản hồi để tháo ổ bi. Đối với các ổ bi nằm ở phần giữa trục, trước tiên hãy căn chỉnh điểm tác dụng lực với ống lót trước khi gõ.

Hình 5: Sơ đồ vị trí tác dụng lực và hướng dẫn vận hành cho phương pháp tháo lắp bằng cách gõ
2. Phương pháp tháo dỡ thủy lực: thích hợp cho ổ trục có kích thước lớn và lớn.
Khi lỗ dầu thủy lực được định vị trước ở đầu trục, hãy kết nối thiết bị thủy lực với lỗ dầu và từ từ bơm dầu áp suất cao để tạo khe hở giữa trục và vòng trong của ổ bi. Đồng thời, sử dụng dụng cụ tháo ổ bi để hỗ trợ tháo ổ bi một cách trơn tru. Phương pháp này giúp giảm thiểu hư hại cho trục và ổ bi, đảm bảo khả năng tái sử dụng của các bộ phận.

Hình 6: Sơ đồ kết nối và quy trình vận hành của thiết bị tháo dỡ thủy lực
III. Các biện pháp phòng ngừa
Trong quá trình lắp đặt và tháo dỡ, tuyệt đối không được dùng búa đập trực tiếp vào các con lăn hoặc vòng bi để tránh gây hư hỏng nghiêm trọng. Sử dụng chất bôi trơn chuyên dụng khi làm nóng vòng bi để tránh nhiễm bẩn. Sau khi tháo dỡ, làm sạch kỹ lưỡng và kiểm tra vòng bi. Thay thế ngay lập tức bất kỳ vòng bi nào bị mòn, nứt hoặc có khuyết tật khác. Tuân thủ nghiêm ngặt các quy trình tiêu chuẩn là điều cần thiết để đảm bảo hoạt động ổn định của vòng bi và thiết bị, và tất cả các yêu cầu về quy trình phải được tuân thủ nghiêm ngặt.
Việc lắp đặt và tháo dỡ ổ bi đúng cách rất quan trọng để đảm bảo độ tin cậy của thiết bị, giảm chi phí bảo trì và kéo dài tuổi thọ. Bằng cách áp dụng đúng quy trình, lựa chọn dụng cụ phù hợp và duy trì kỷ luật vận hành nghiêm ngặt, các doanh nghiệp có thể giảm thiểu đáng kể nguy cơ hỏng hóc cơ khí và suy giảm hiệu suất.
Là nhà cung cấp đáng tin cậy các sản phẩm có độ chính xác cao.ổ trụcgiải pháp,TPCung cấp một loạt các sản phẩm và hỗ trợ kỹ thuật đa dạng, phù hợp với nhiều đối tượng khác nhau.ứng dụng công nghiệpĐược hỗ trợ bởi năng lực sản xuất tiên tiến, quản lý chất lượng nghiêm ngặt và phương pháp tiếp cận lấy khách hàng làm trung tâm, TP cam kết giúp các đối tác toàn cầu đạt được hiệu quả cao hơn, tỷ lệ lỗi thấp hơn và sự ổn định hoạt động lâu dài. Để biết thêm thông tin hoặc tư vấn kỹ thuật, vui lòng liên hệ.liên hệ TP.
Thời gian đăng bài: 02/12/2025



